Огъвател на тръбата на дорника е устройство, което включва детайл - дорник, той се намира в точката на огъване и предотвратява ненужната деформация на тръбата, секцията и сгъването.
Разликите между машинен инструмент с дорник и други видове оборудване със същата ориентация са, че той има специфичен дизайн, който ви позволява да извършвате работа по огъване на тръби на високо ниво, с малък процент отхвърляния. Такова оборудване ви позволява да получите гладък завой и е с голямо търсене в производствените предприятия.

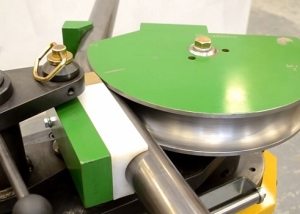
Бендерът на тръбата Dorn ви позволява да получите точни завои и напълно да премахнете деформацията на тръбата по време на операцията
съдържание
Характеризира огъване на огъване на тръба с дорник
Има много конструкции, направени от тръби, те отиват до различни конструкции: от инсталиране на хоризонтални пръти на училищни площадки и до полагане на водопроводи и газопроводи. Тръбите се използват активно и в автомобилната индустрия, където много части са направени от тях.
Както знаете, колкото по-малко свързващи елементи и фуги има конструкцията, толкова по-надеждна е тя. Шевовете могат да изтекат, което води до изтичане на веществото, транспортирано през тръбата, което само по себе си носи опасност за човешкия живот. За да се сведе до минимум възможността за произшествие, се използват огъващи тръби, които огъват дълга твърда тръба до необходимия ъгъл. Основното предимство на такава машина е, че завоят е почти перфектен. Безкраен огъвател на тръбата не може да огъне толкова високо качество.
Огъващите тръби с протектор се препоръчват за използване с тръби с тънки стени. Масивните тръби с дебели стени не се обработват с него. Такава машина е с голямо търсене, тъй като с висока ефективност се изразходват минимум човешки сили. Структурата и материалът на машината за огъване зависи от обхвата, в който се използва, и частите, обработени върху нея. Дорн може да бъде стоманена или месингова или дори пластмасова.

Дорната, поставена вътре в тръбата, приема формата на желания завой и не позволява образуването на гънки върху детайла
Видове огъващи тръби на дорника
Огъвателят на тръбата може да бъде автоматичен или полуавтоматичен. Полуавтоматичните огъващи тръби са по-евтини. Но част от работата се извършва ръчно и това често изисква много усилия.
Управлението на автоматизиран работен поток се извършва от машина с ЦПУ, оборудвана с компютър. Преди това в него се въвежда схема на огъване с всички параметри и числа. Един човек е достатъчен, за да обслужва целия процес.
Огъване на тръба може да даде на тръбата различни ъгли на огъване. Но радиусът не трябва да надвишава два радиуса на самата тръба. Ако огъването е изключено и желаната форма на конструкцията е направена с помощта на свързващи елементи (фитинги), тогава здравината и надеждността на конструкцията ще бъде много по-ниска от тази на нейния монолитен аналог.
Видове огъващи тръби:
- арбалет - рамка във формата на буквата "T". Той включва държач за тръба и подвижен лост, разположен перпендикулярно. Ръчното устройство се използва главно при инсталирането на отоплителни и водопроводни системи. Способен да огъва тръби, образувайки ъгъл до 180 °;
- хидравличен - е ръчен и неподвижен.Ръчните са предназначени за огъване на тръби с малък диаметър, докато стационарните се използват във фабрики и могат да огъват детайли с размери до 100 мм напречно. Такъв огъвател изпълнява ъгъл до 90 °;
- електрически - този тип се използва в широко разпространен смисъл. Изпълнява гънки с почти всяка сложност. Работата му е напълно контролирана от автоматизация, така че точността на огъване на частта е перфектна.

Огъвателят на тръбата на дорника може да бъде ръчен, той се използва за малки обеми работа
Огъвачите на тръбите на Dorn използват различни схеми на работния процес. В хидравличните, както и арбалетните системи, частта е прецизно обработена. Широко разпространени вериги, в които има ролкови части. В такива случаи огъването става чрез постепенно навиване на частта върху ролките.
Поради спецификата на своя дизайн, това устройство е стационарно оборудване. За работата на тръбогиб от сериен тип се изисква задължителното присъствие на захранване.
Важно! Ако имате затруднения при огъване на части с тънки стени, най-добре е да се снабдите с професионално огъване на дорник.
Бендер с дорник: структурни компоненти
Апаратът тип дорник се състои от следните части:
- рамка с водачи - основната част, която служи като работна повърхност;
- чугунена глава - част, която създава огъващ момент;
- хидравличен усилвател - действа като усилвател за огъващата глава;
- патрон - необходим за закрепване на детайла върху работната повърхност;
- огъващ валяк - задава радиуса, по който ще се извърши огъването;
- стягащи подложки - извършват фиксиращи работи. Монтиран в областта на огъване;
- дорник на дорник и сцепление - на тях са монтирани стягащи накладки;
- опъваща скоба - частта, върху която са поставени дорниците и прътите.

Най-сложният дизайн е и при автоматични огъвания на тръби, но те дават най-точното огъване с минимално време и усилия.
Рамката на устройството е направена от здрава стомана, а чугунната глава създава висока скорост на огъващ момент. В същото време местоположението му е огледално на компютъра и може да се гледа. Машината за огъване на тръби може да комбинира пръста и горните типове скоба. Първият тип се различава от втория по това, че лостът за огъване не е изложен на напрежение. Горният тип скоба образува празнина между себе си и повърхността на частта. Поради това тръбата може да се движи в линейна посока.
Машината е снабдена и с хидравличен компонент - бустер. Скобата има патрон и механични стопове и е разположена на линейни водачи. Механичните стопове определят равнината на тръбата.
Основните предимства на работа с огъване на дорник
Безкраен огъвател на тръбата огъва тръбите под налягане, което се създава с помощта на различни видове задвижки - от хидравлични до ръчни. Тръбата, която се обработва, се подлага на натиск и стената, разположена на вътрешния радиус на огъване, започва да се деформира, образувайки ъгъл. В процеса на огъване на повърхността му се образува гофриране - вълнообразно сечение. Стената от външната страна, напротив, е опъната, което води до нейното отслабване. В резултат на това огъване тръбата се деформира и губи силата си след края на работата.
Дорникът е елемент, благодарение на който е възможно да се сведе до минимум повърхностните промени на детайла, С дорника стените на продукта се деформират гладко и възможно най-равномерно.
Важно! Дебелите тръби също могат да бъдат обработвани с безгъващ тръбен огъвател, но тънките тръби (особено от пластичните метали), без изключение, трябва да бъдат огънати на тръбните огъвачи от тип дрон. Ако това правило се игнорира, тръбата с тънки стени е силно деформирана и ще бъде неподходяща за работа.

Дебелите стенни тръби могат да се обработват върху бездънно огъване на тръбата, без да рискувате да повредите детайла.
Mandrel смазка
Смазването на дорника е много важен процес, допринася за равномерно огъване на тръбата. Смазването е необходимо, за да се намали силата на триене при огъване на тръба под налягане. Dorn може да се смазва с четка, но това не е най-добрият вариант, тъй като в този случай е невъзможно да се разчита на равномерното разпределение на продукта по повърхността на дорника. Спреят също е неефективен вариант. Най-добре е смазката да се прилага импулсивно с помощта на ръчна помпа. Когато правите това, трябва да бъдете много внимателни, че маслото по повърхността се разпределя равномерно.
Огъвачите на тръбите със стабилизираща част (дорник) са много по-професионално оборудване от ръчно или домашно. Такава машина извършва работата по огъване на тръби по-бързо и по-добре под почти всеки ъгъл, което дава възможност за производство на здрави и трайни конструкции без никакви свързващи елементи. Но не забравяйте, че огъването на метални тръби с дорник е процес, който изисква подходящо обучение.