Tvertnes caurules saliekējs ir ierīce, kurā ietilpst sagatave - stienis, tā atrodas līkuma vietā un novērš nevajadzīgu caurules, sekcijas un kroku deformāciju.
Atšķirības starp darbgaldu ar stobru un cita veida iekārtām ar tādu pašu orientāciju ir tas, ka tam ir īpaša konstrukcija, kas ļauj veikt cauruļu liekšanas darbus augstā līmenī, ar nelielu noraidījumu procentuālo daudzumu. Šāds aprīkojums ļauj iegūt vienmērīgu līkumu, un ražošanas uzņēmumos tas ir ļoti pieprasīts.

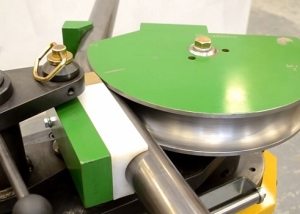
Dorn cauruļu Bender ļauj jums iegūt precīzu līkumi un pilnībā novērst caurules deformācijas operācijas laikā
Saturs
Cauruļvadu liekuma saliekšana ar serdi
Ir daudz konstrukciju, kas izgatavotas no caurulēm, tās nonāk dažādās konstrukcijās: no horizontālo stieņu uzstādīšanas skolas teritorijā un līdz ūdens un gāzes cauruļvadu ierīkošanai. Caurules tiek aktīvi izmantotas arī automobiļu rūpniecībā, kur no tām tiek izgatavotas daudzas detaļas.
Kā jūs zināt, jo mazāk savienojuma elementu un savienojumu ir struktūrai, jo tā ir uzticamāka. Šuves var noplūst, kā rezultātā caur cauruli tiek transportēta viela, kas pati par sevi rada briesmas cilvēku dzīvībai. Lai samazinātu negadījuma iespējamību, tiek izmantoti cauruļu lokotāji, kas lieko garo cieto cauruli liek līdz vajadzīgajam leņķim. Šādas mašīnas galvenā priekšrocība ir tā, ka līkums ir gandrīz ideāls. Bezgalīgs cauruļu lokotājs nevar saliekt tik augstu kvalitāti.
Cauruļu lokātājus ar aizsargu ieteicams izmantot ar plānsienu caurulēm. Masīvas caurules ar biezām sienām ar to netiek apstrādātas. Šādai mašīnai ir liels pieprasījums, jo ar augstu efektivitāti tiek tērēts minimāls cilvēku spēks. Liekšanas mašīnas struktūra un materiāls ir atkarīgs no tā izmantošanas jomas un no tā apstrādātajām detaļām. Dorn var būt gan tērauda, gan misiņa vai pat plastmasas.

Dorn, kas ievietots caurules iekšpusē, ir vēlamā līkuma formā un neļauj krokām veidoties uz sagataves
Stieņu cauruļu lokotāju veidi
Cauruļu lokotājs var būt automātisks vai pusautomātisks. Pusautomātiski cauruļu lokotāji ir lētāki. Bet daļa darba tiek veikta manuāli, un tas bieži prasa daudz pūļu.
Automatizētas darbplūsmas pārvaldību veic CNC mašīna, kas aprīkota ar datoru. Iepriekš tajā ir ievadīta liekuma shēma ar visiem parametriem un skaitļiem. Lai apkalpotu visu procesu, pietiek ar vienu cilvēku.
Cauruļu saliekējs var dot caurulei dažādus lieces leņķus. Bet rādiuss nedrīkst pārsniegt pašas caurules rādiusu. Ja mēs izslēdzam liekšanos un, izmantojot savienojošos elementus (veidgabalus), iegūstam vēlamo struktūras formu, tad struktūras izturība un uzticamība būs daudz zemāka nekā tās monolītajam analogam.
Cauruļu lokotāju veidi:
- arbalets - rāmis burta "T" formā. Tajā ietilpst caurules turētājs un pārvietojama svira, kas atrodas perpendikulāri. Manuālo ierīci galvenokārt izmanto apkures un santehnikas sistēmu uzstādīšanā. Spēj saliekt caurules, veidojot leņķi līdz 180 °;
- hidrauliska - ir manuāla un nekustīga.Manuālie ir paredzēti cauruļu ar nelielu diametru liekšanai, bet stacionārie tiek izmantoti rūpnīcās un var saliekt sagataves, kuru izmērs ir līdz 100 mm. Šāds lokotājs veic leņķi līdz 90 °;
- elektriskā - šis tips tiek izmantots plašā nozīmē. Veic gandrīz jebkuras sarežģītības krokas. Tās darbu pilnībā kontrolē automatizācija, tāpēc detaļas saliekšanas precizitāte ir nevainojama.

Tvertnes caurules saliekējs var būt manuāls, to izmanto nelielu darbu apjomam
Dorn cauruļu benders izmanto dažādas darbplūsmas shēmas. Hidrauliskās, kā arī loka sistēmas ir precīzi apstrādātas. Plaši izplatītas shēmas, kurās ir veltņu daļas. Šādos gadījumos liekšanās notiek, pakāpeniski tinot daļu uz veltņiem.
Pateicoties tā dizaina specifikai, šī ierīce ir stacionārs aprīkojums. Sērijveida cauruļu liekšanas darbiem ir nepieciešama obligāta jaudas klātbūtne.
Svarīgs! Ja jums ir grūtības saliekt plānsienu detaļas, vislabāk ir iegūt profesionālu caurules izliekēju.
Bender ar serdi: strukturālās sastāvdaļas
Tvertnes tipa aparāts sastāv no šādām daļām:
- rāmis ar vadotnēm - galvenā daļa, kas kalpo kā darba virsma;
- čuguna galva - detaļa, kas rada lieces momentu;
- hidrauliskais pastiprinātājs - darbojas kā lieces galvas pastiprinātājs;
- kārtridžs - nepieciešams, lai nostiprinātu sagatavi uz darba virsmas;
- lieces veltnis - nosaka rādiusu, pa kuru notiks liekšana;
- iespīlēšanas spilventiņi - veiciet stiprināšanas darbus. Uzstādīts līkuma zonā;
- uz tiem ir uzstādīti stieni un vilces - stiprināšanas spilventiņi;
- spriegošanas kronšteins - tā daļa, uz kuras tiek novietoti serdeņi un stieņi.

Sarežģītākais dizains ir arī automātiskajiem cauruļu lokotājiem, taču tie nodrošina visprecīzāko liekšanos ar minimālu laiku un piepūli.
Ierīces rāmis ir izgatavots no izturīga tērauda, un čuguna galva rada lielu lieces momenta ātrumu. Tajā pašā laikā tā atrašanās vieta ir atspoguļota datorā un to var skatīties. Cauruļu liekšanas mašīna var apvienot pirkstu un augšējos skavas veidus. Pirmais tips atšķiras no otrā ar to, ka lieces svira nav pakļauta stresam. Skavu augšējais tips veido spraugu starp sevi un detaļas virsmu. Sakarā ar to caurule var pārvietoties lineārā virzienā.
Mašīna ir aprīkota arī ar hidraulisko komponentu - pastiprinātāju. Skavai ir kārtridžs un mehāniskās atdures, un tā atrodas uz lineārām vadotnēm. Mehāniskās atdures nosaka caurules plakni.
Galvenās priekšrocības, kas saistītas ar griezes veltņa izmantošanu
Bezgalīgs cauruļu benderis liek zem spiediena caurules, kas tiek izveidotas, izmantojot dažāda veida izpildmehānismus - no hidrauliskā līdz manuālajam. Apstrādājamā caurule tiek pakļauta spiedienam, un siena, kas atrodas uz iekšējā liekuma rādiusa, sāk deformēties, veidojot leņķi. Liekšanas procesā uz tās virsmas veidojas gofrējums - viļņota sekcija. Siena no ārpuses, gluži pretēji, ir izstiepta, kas nozīmē tās vājināšanos. Šāda līkuma rezultātā caurule deformējas un pēc darba beigām zaudē spēku.
Stienis ir elements, kura dēļ ir iespējams samazināt detaļas virsmas izmaiņas. Izmantojot serdi, izstrādājuma sienas tiek deformētas vienmērīgi un pēc iespējas vienmērīgāk.
Svarīgs! Biezās caurules var pārstrādāt arī ar bezdurvju cauruļu saliektāju, bet plānām caurulēm (īpaši no kaļamiem metāliem) bez izņēmuma jābūt saliektām pie nolietota tipa cauruļu lokotājiem. Ja šis noteikums tiek ignorēts, plānsienu caurule ir nopietni deformēta un nebūs piemērota darbībai.

Biezu sienu caurules var izgatavot uz cauruļu izliekuma bez dibena, neriskējot sabojāt sagatavi.
Stieples smērviela
Stieņa eļļošana ir ļoti svarīgs process, tas veicina vienmērīgu caurules saliekšanu. Eļļošana ir nepieciešama, lai samazinātu berzes spēku, liekot cauruli zem spiediena. Dorn var ieeļļot ar suku, taču tas nav labākais risinājums, jo šajā gadījumā nav iespējams paļauties uz produkta vienmērīgu sadalījumu uz serdeņa virsmas. Smidzināšana ir arī neefektīva iespēja. Vislabāk smērvielu uzklāt impulsīvi, izmantojot rokas sūkni. Veicot šo darbību, jums jābūt ļoti uzmanīgam, lai eļļa uz virsmas būtu vienmērīgi sadalīta.
Cauruļu lokotāji ar stabilizējošu daļu (serdi) ir daudz profesionāls aprīkojums nekā manuāls vai mājās gatavots. Šāda mašīna ātrāk un labāk veic cauruļu liekšanas darbus gandrīz jebkurā leņķī, kas ļauj ražot spēcīgas un izturīgas konstrukcijas bez savienojošiem elementiem. Bet neaizmirstiet, ka metāla cauruļu liekšana ar serdi ir process, kam nepieciešama atbilstoša apmācība.