Ohýbačka trubkových trnů je zařízení, které obsahuje obrobek - trn, který je umístěn v bodě ohybu a zabraňuje zbytečné deformaci trubky, sekce a rýhy.
Rozdíly mezi strojem s trnem a jinými typy zařízení se stejnou orientací jsou v tom, že má specifický design, který vám umožňuje provádět ohýbání trubek na vysoké úrovni, s malým procentem vyřazení. Takové zařízení umožňuje získat hladký ohyb a je ve výrobních podnicích velmi žádané.

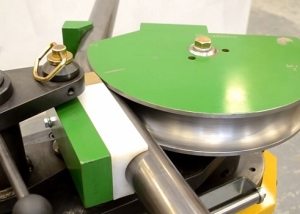
Ohýbačka trubek Dorn umožňuje získat přesné ohyby a zcela eliminovat deformaci trubek během operace
Obsah
Zahrnuje ohýbačku ohýbačky trubek s trnem
Existuje mnoho konstrukcí vyrobených z potrubí, které přecházejí do různých struktur: od instalace vodorovných lišt na školní pozemky a po pokládku vodovodních a plynových potrubí. Potrubí se také aktivně používá v automobilovém průmyslu, kde se z něj vyrábí mnoho dílů.
Jak víte, čím méně spojovacích prvků a spojů má struktura, tím spolehlivější je. Švy mohou unikat, což vede k úniku látky transportované potrubím, což samo o sobě představuje nebezpečí pro lidský život. Aby se minimalizovala možnost nehody, používají se ohýbačky trubek, které ohýbají dlouhou plnou trubku do požadovaného úhlu. Hlavní výhodou takového stroje je to, že ohyb je téměř dokonalý. Nekonečný ohýbač trubek nemůže ohnout tak vysokou kvalitu.
Ohýbačky trubek s chráničem se doporučují pro použití u tenkostěnných trubek. Masivní trubky s tlustými stěnami se tím nezpracovávají. Takový stroj je velmi žádán, protože s vysokou účinností je vynaloženo minimum lidských sil. Struktura a materiál ohýbacího stroje závisí na rozsahu, v jakém se používá, a na částech na něm zpracovaných. Dorn může být buď ocel nebo mosaz, nebo dokonce plast.

Dorn, umístěný uvnitř trubky, má tvar požadovaného ohybu a nedovoluje, aby se na obrobku tvořily záhyby
Typy ohýbačů trubkových trnů
Ohýbačka trubek může být automatická nebo poloautomatická. Poloautomatické ohýbačky trubek jsou levnější. Část práce se však provádí ručně, což často vyžaduje velké úsilí.
Řízení automatizovaného pracovního postupu provádí CNC stroj vybavený počítačem. Dříve bylo do něj zadáno schéma ohybu se všemi parametry a čísly. K zajištění celého procesu stačí jedna osoba.
Ohýbačka trubek může dát trubce různé úhly ohybu. Poloměr by však neměl přesáhnout dva poloměry samotné trubky. Pokud vyloučíme ohyb a dáme požadovaný tvar konstrukce pomocí spojovacích prvků (tvarovek), pak bude pevnost a spolehlivost struktury mnohem nižší než pevnost a její monolitický analog.
Druhy ohýbačů trubek:
- kuše - rám ve tvaru písmene "T". Obsahuje držák trubek a pohyblivou páku umístěnou kolmo. Ruční zařízení se používá hlavně při instalaci topných a vodovodních systémů. Je schopen ohýbat trubky a vytvářet úhel až 180 °;
- hydraulický - je ruční a stacionární.Manuální jsou určeny pro ohýbání trubek s malým průměrem, zatímco stacionární se používají v továrnách a mohou ohýbat obrobky o rozměrech až 100 mm. Takový ohýbač provádí úhel až 90 °;
- elektrický - tento typ se používá v širokém smyslu. Provádí záhyby téměř jakékoli složitosti. Jeho práce je zcela řízena automatizací, takže přesnost ohýbání součásti je perfektní.

Ohýbačka trubkových trnů může být ruční, používá se pro malé objemy práce
Ohýbačky trubek Dorn používají různá schémata pracovního postupu. V hydraulických i kulových systémech je součást přesně obrobena. Rozsáhlé obvody, ve kterých jsou kladky. V takových případech dochází k ohýbání postupným navíjením součásti na válečky.
Vzhledem ke specifičnosti jeho konstrukce je toto zařízení stacionární zařízení. Pro práci ohýbačky trubek sériového typu je vyžadována povinná přítomnost napájení.
Důležité! Pokud máte potíže s ohýbáním tenkostěnných dílů, je nejlepší získat profesionální ohýbačku trubek.
Ohýbačka s trnem: konstrukční prvky
Přístroj typu trnu se skládá z následujících částí:
- rám s vodítky - hlavní část, která slouží jako pracovní plocha;
- litinová hlava - část, která vytváří ohybový moment;
- hydraulický posilovač - působí jako zesilovač pro ohýbací hlavu;
- kazeta - potřebná k zajištění obrobku na pracovní ploše;
- ohýbací válec - nastavuje poloměr, po kterém bude ohýbání probíhat;
- upínací podložky - provádějte upevňovací práce. Namontováno v oblasti ohybu;
- na nich jsou namontovány trny a trny - upínací podložky;
- napínací konzola - část, na kterou jsou umístěny trny a tyče.

Nejsložitější konstrukce je také pro automatické ohýbačky trubek, ale poskytují nejpřesnější ohyb s minimálním časem a námahou.
Rám zařízení je vyroben z odolné oceli a litinová hlava vytváří vysokou rychlost ohybového momentu. Zároveň je jeho umístění zrcadleno na počítači a lze jej sledovat. Ohýbačka trubek může kombinovat prst a horní typy svorky. První typ se liší od druhého v tom, že ohýbací páka není vystavena namáhání. Horní typ svorky tvoří mezeru mezi sebou a povrchem součásti. Díky tomu se potrubí může pohybovat v lineárním směru.
Stroj je také vybaven hydraulickou součástí - posilovačem. Svorka má patronu a mechanické zarážky a je umístěna na lineárních vedeních. Mechanické zarážky definují rovinu potrubí.
Hlavní výhody ovládání ohýbačky trnů
Nekonečný ohýbač trubek ohýbá potrubí pod tlakem, který se vytváří pomocí různých typů pohonů - od hydraulických po ruční. Trubka, která se zpracovává, je vystavena tlaku a stěna umístěná na vnitřním poloměru ohybu se začíná deformovat a vytváří úhel. Při ohýbání se na jeho povrchu vytváří zvlnění - zvlněná část. Naopak vnější stěna je napnutá, což má za následek její oslabení. V důsledku takového ohybu se trubka po ukončení práce deformuje a ztrácí svou pevnost.
Vřeteno je prvek, díky kterému je možné minimalizovat povrchové změny součásti. S trnem jsou stěny produktu deformovány hladce a co možná nejrovnoměrněji.
Důležité! Silné trubky mohou být zpracovány také bezedným ohýbačem trubek, ale tenké trubky (zejména z tvárných kovů) musí být bez výjimky ohnuty na ohýbačkách trubek typu dorn. Pokud bude toto pravidlo ignorováno, tenkostěnná trubka je silně zdeformovaná a nebude vhodná pro provoz.

Silné stěny potrubí mohou být obrobeny na bezedném ohýbači trubek, aniž by riskovaly poškození obrobku.
Mandlové mazivo
Mazání trnu je velmi důležitý proces, přispívá k rovnoměrnému ohýbání trubky. Mazání je nezbytné pro snížení třecí síly při ohýbání trubky pod tlakem. Dorn lze namazat štětcem, ale to není nejlepší volba, protože v tomto případě není možné počítat s rovnoměrným rozložením produktu na povrchu trnu. Sprej je také neúčinná možnost. Nejlepší je aplikovat mazivo impulsivně pomocí ruční pumpy. Při tom musíte být velmi opatrní, aby byl olej na povrchu rovnoměrně rozložen.
Ohýbačky trubek se stabilizační částí (trn) jsou mnohem profesionálnější vybavení než ruční nebo domácí výroba. Takový stroj provádí ohýbání trubek rychleji a lépe v téměř jakémkoli úhlu, což umožňuje vyrábět silné a odolné struktury bez jakýchkoli spojovacích prvků. Nezapomeňte však, že ohýbání kovových trubek s trnem je proces, který vyžaduje odpovídající školení.