Csővezetékek vagy tartószerkezetek létrehozásakor gyakran szükséges a forgó alkatrészek megszervezése anélkül, hogy csökkentené a felszerelés minőségét, és nem növelné a vészhelyzeti szakaszok létrehozásának kockázatát. A csatlakozókkal rögzített szegmens szilárdsági tulajdonságai rosszabb eltérést mutatnak a monolit cső tulajdonságaitól. A kanyarok kialakításához csőfeldolgozó technológiát alkalmaznak, amelyet ipari körülmények között speciális berendezésekkel - automatikus csőhajlítókkal - végeznek.

A CNC csőhajlító gépek bármilyen cső nagy pontosságú hajlítását biztosítják
Tartalom
CNC csőhajlító: félautomata és automatikus modellek
A numerikus vezérlést (vagy CNC) viszonylag nemrég kezdték el telepíteni a csőhajlítók félautomata vagy automatikus modelljére. Ezeknek a rendszereknek a felhasználásával a csövek hajlítása pontosabbá és költségesebbé vált az időigény szempontjából. A CNC-komplexeket nem telepítik a csövek hajlítására szolgáló szerszámok kézi modelljére.
A félautomata CNC-vel ellátott csőhajlítógépet a leggyakoribb berendezés-típusnak lehet nevezni (a kézi csőhajlítók kivételével). Ezt a gépet félautomatikusnak nevezzük, mivel a műveletek egy részét a berendezés szoftver része hajtja végre, míg a többi műveletet a gépkezelő hajtja végre. A csövek hajlítása teljesen automatizált - a legbonyolultabb munka, amely nagy pontosságot és minőséget igényel. A gép munkája azonban folyamatos ellenőrzést is magában foglal.
Jegyzet! A félautomata CNC csőhajlító használata indokolt azon kisvállalkozások számára, amelyek nem igényelnek nagyon magas termelési és termelékenységi előírásokat.
Ha az átlagos mutatók nem elegendőek, akkor ajánlott automatikus vezérlőgépek használata programvezérlő rendszerrel: ezek sokkal funkcionálisabbak. Segítségükkel létrehozhat egy egyedi projektet egy művelet végrehajtására, “demo módban” görgetve, mielőtt közvetlenül végrehajtaná.

A CNC csőhajlító lehetővé teszi a legvékonyabb falakkal rendelkező csövek deformáció nélküli feldolgozását
A félautomata CNC csőhajlítót akkor is sikeresen használják, amikor vékonyfalú csöveket kell hajlítani: ehhez azonban tüskével (speciális stabilizáló elem fémrugó formájában, néha poliuretánnal bevonva) felszerelt modelleket kell választani. A féktelen gépek meglehetősen gyenge munkát végeznek egy vékony falú cső hullámosodás következtében kialakuló hullámainak kiküszöbölésében. A gyökér nélküli gépeknek valószínűsége van egy vékony falú cső ovalitásának meghajlásakor. Bizonyos ovalitás akkor is lehetséges, ha a tüskecső-hajlítót használják, azonban a normálttól való eltérés csak néhány százalékot ér el, ami biztonságos a további működéshez.
CNC csőhajlító gép: milyen előnyei vannak?
A szoftver által vezérelt modern automatikus és félautomata egységek a legelterjedtebb előnnyel rendelkeznek az elavult modellekhez képest - ez a hajlítási pontosság, a szög tizedeinek akár tizedeire is. A szükséges pontosságot nem "szemmel" határozza meg, hanem egy speciális beépített konzolon, érzékelővel jeleníti meg.Az utóbbi években olyan fejlett modellek jelentek meg a piacon, amelyekben a szoftverérzékelő nem csak a hajlítási szöget képes beállítani, hanem adatokat is megjelenít a feldolgozott fémek rugalmasságáról.
Fontos! Ez nem azt jelenti, hogy a fém rugózásának paramétereit meghatározó rendszerrel ellátott csőhajlító különösen nagy jelentőségű a háztartási csövek használatakor. A rugalmassági adatok megjelenítésekor a csövek gyártásának regionális jellemzőit egyáltalán nem veszik figyelembe.

A számítógépes eszközök kijelzőkkel vannak felszerelve, amelyek megjelenítik a megadott paramétereket, a feldolgozott munkadarabok műszaki adatait és egyéb fontos információkat
A numerikusan vezérelt fenék nélküli csőhajlítókról nem szabad megjegyezni azok könnyedségét. Ezek a gépek meglehetősen mobilok, súlyuk ritkán haladja meg a 250 kg-ot. A fenék nélküli csőhajlító berendezéseket gyakran gumi kerekekkel is fel vannak szerelve, amelyek lehetővé teszik a gép mozgatását a műhely körül. A megszokott berendezések általában nehéz, helyhez kötött gépek.
Csőhajlító berendezésekkel végzett munkák technikája
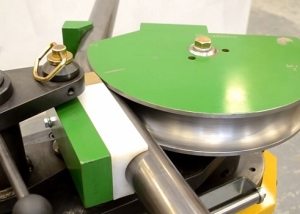
A numerikus vezérlőrendszerrel rendelkező gépek csöveinek hajlítása több módszerrel is elvégezhető. Gyakran vannak olyan berendezések, amelyeknél a munkát tekercseléssel végzik. Az ilyen berendezések általában tüskékkel vannak felszerelve. A hajlítási folyamat egyszerű: a csövet szorosan nyomják a hajlítóhengerhez, amely forgatással „körülteszi” magához. A tekercselés addig megy végbe, amíg a kívánt hajlásszög el nem éri.
A CNC mag nélküli csőhajlító általában egy csőbehatoló rendszeren működik. A terméket két henger közé szerelik: az egyik bejáratott, a másik mozdulatlan. A készülék bekapcsolásakor a betörőhenger mozogni kezd a helyhez kötött görgő körül, amelynek eredményeként a csövet közelebb préselik. Ennek köszönhetően a termék egy meghatározott formát kap, amelyet az álló henger sugara határoz meg. A fenék nélküli csőhajlítókon általában collos víz- és gázcsövekkel, valamint éppen vastag falú építési profilokkal végeznek munkát.

Fagytalan csőhajlító vastag falú csövek feldolgozásához
A hajlítás tekercseléssel vagy extrudálással is elvégezhető. Az első esetben a terv számszeríjnak tűnik. A második esetben három hengerrel felszerelt csőhajlítókról van szó, amelyek közül kettő ugyanabba a vonalba kerül.
A szükséges felszereléstípust, egy félautomata vagy automatikus csőhajlítót, az adott vállalkozás igényei szerint választják ki. Ugyanez a tényező befolyásolja a tüske vagy a gyökér nélküli gép választását is. Így vagy úgy, a programvezérlő rendszer bármilyen berendezés használatát kényelmesebbé és gyorsabbá tette.